






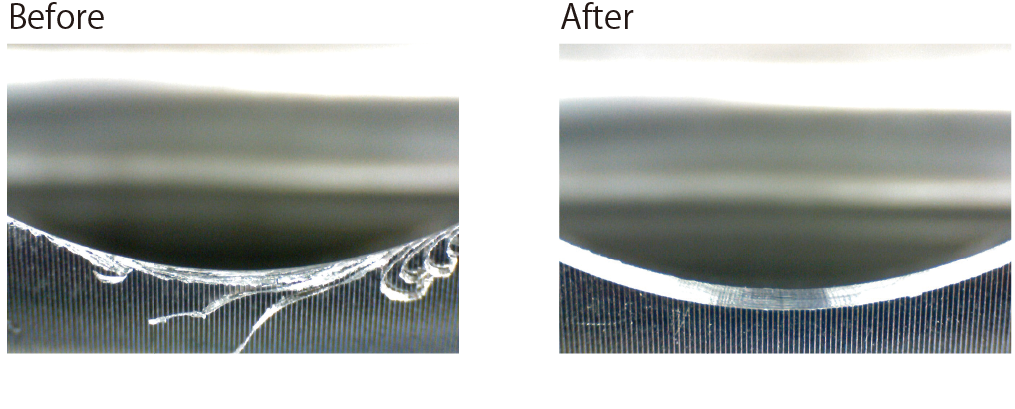
High quality
Optimized tool path and ideal approach angle achieve uniform edge break lengths, while inhibiting formation of secondary burrs.
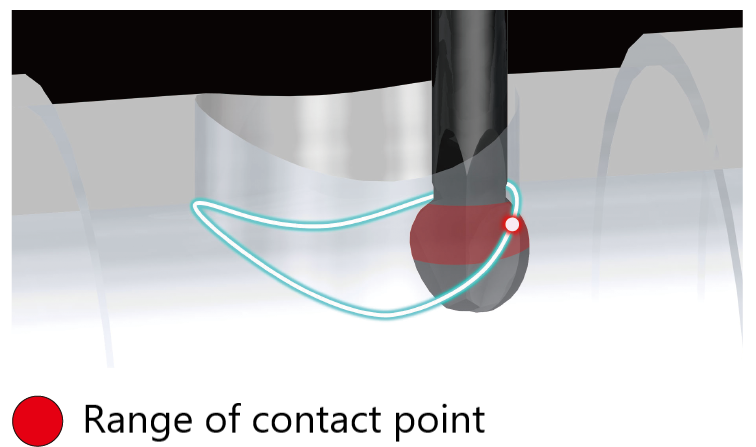
Long tool life
The continuous displacement of the contact point of the cutter during machining increases the tool life many times over compared to comparable tool solutions.
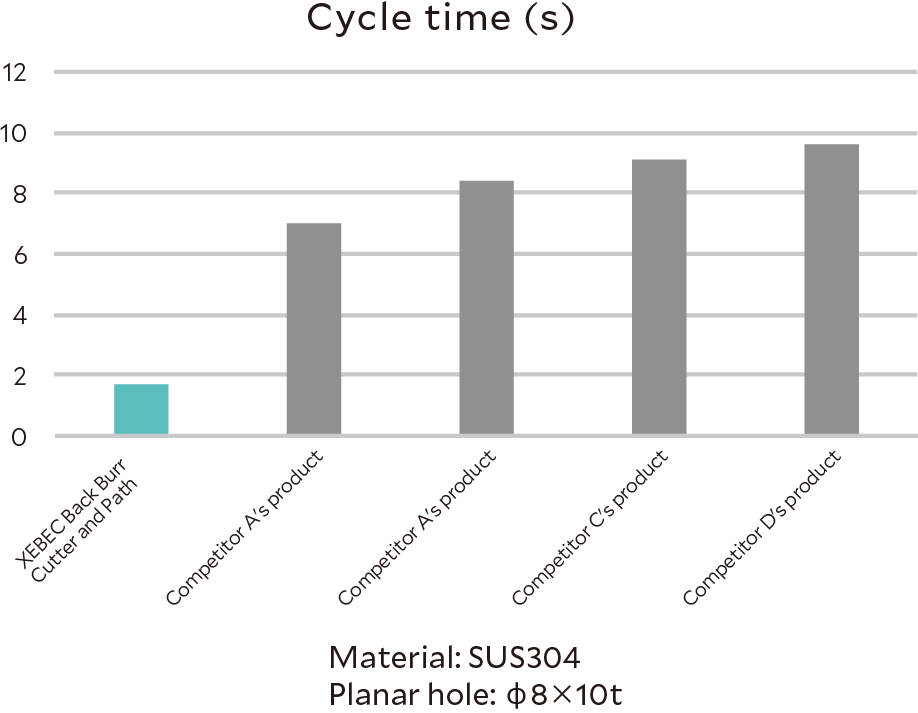
Super high-speed machining
Directly approaches the edges that need to be deburred, thereby minimizing the cycle time (up to 10 times faster than conventional tools)
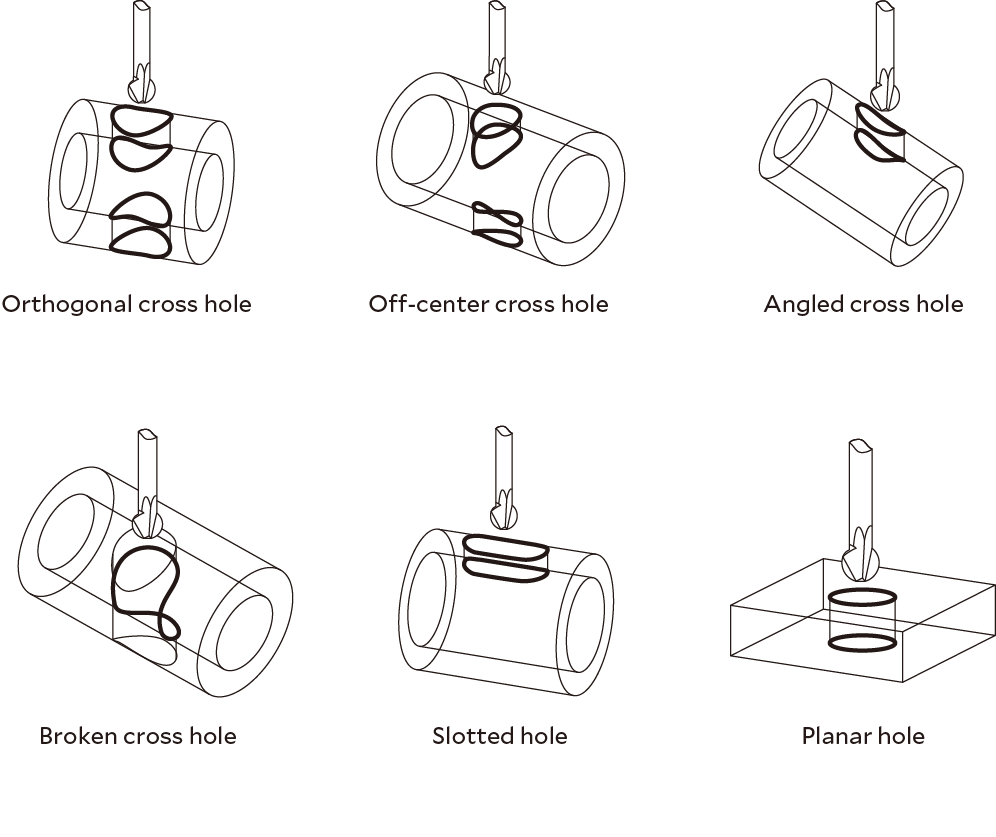
Applicable to various edge shapes
One-size Cutter covers various edges in different sizes and shapes. The cycle time is shortened by minimizing the number of tools.
AlTiCrN coated
Applicable workpiece materials: Steel, stainless steel, cast iron, superalloys, non-ferrous metals
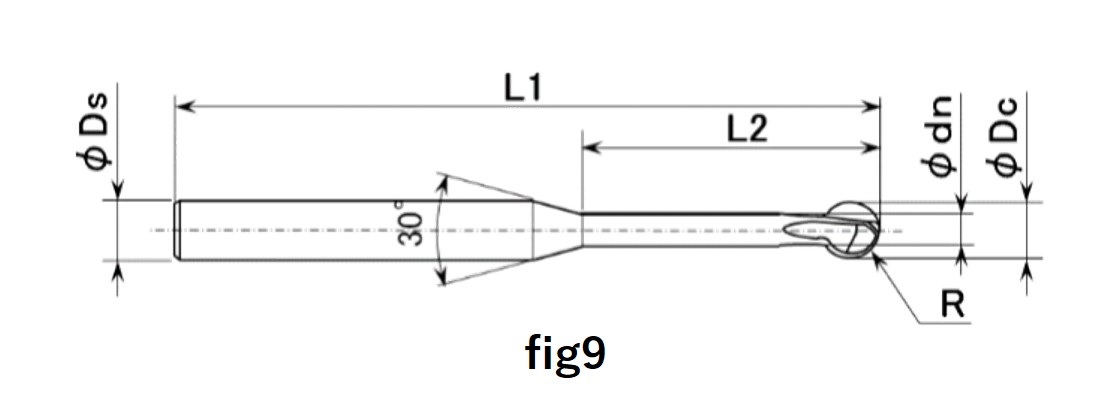
Short type / Regular type
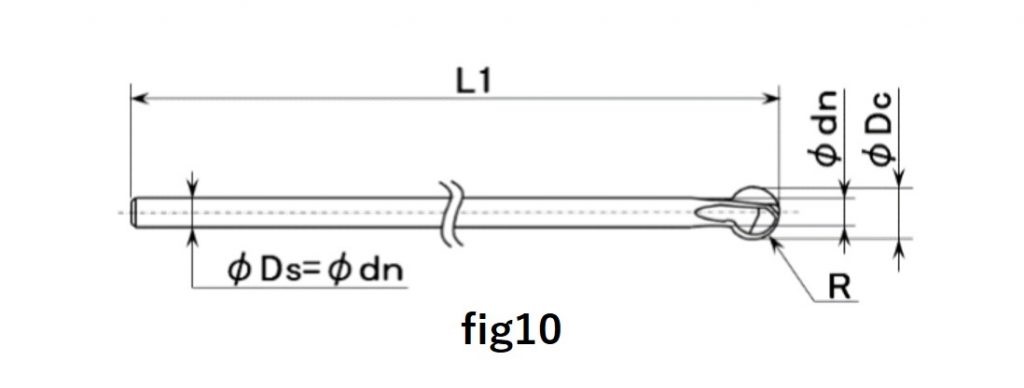
Straight type
Short type
| Product code | Cutter radius R (mm) | Cutter diameter Dc (mm) | Neck diameter dn (mm) | Neck length L2 (mm) | Overall length L1 (mm) | Shank diameter Ds (mm) | Number of blades | Fig |
| XC-08-AS-3F | 0.4 | 0.8 | 0.48 | 3 | 60 | 3 | 3 | 9 |
| XC-13-AS-3F | 0.65 | 1.3 | 0.78 | 5 | 60 | 3 | 3 | 9 |
| XC-18-AS-3F | 0.9 | 1.8 | 1.1 | 6 | 60 | 3 | 3 | 9 |
| XC-23-AS-3F | 1.15 | 2.3 | 1.4 | 7.5 | 70 | 3 | 3 | 9 |
| XC-28-AS-3F | 1.4 | 2.8 | 1.7 | 9 | 70 | 4 | 3 | 9 |
| XC-33-AS-3F | 1.65 | 3.3 | 2 | 10.5 | 70 | 4 | 3 | 9 |
| XC-38-AS-3F | 1.9 | 3.8 | 2.4 | 12 | 70 | 4 | 3 | 9 |
| XC-48-AS-3F | 2.4 | 4.8 | 3 | 15 | 70 | 6 | 3 | 9 |
| XC-58-AS-3F | 2.9 | 5.8 | 3.5 | 18 | 70 | 6 | 3 | 9 |
| XC-78-AS-3F | 3.9 | 7.8 | 4.7 | 24 | 100 | 8 | 3 | 9 |
| XC-98-AS-3F | 4.9 | 9.8 | 5.9 | 30 | 120 | 10 | 3 | 9 |
Regular type
| Product code | Cutter radius R (mm) | Cutter diameter Dc (mm) | Neck diameter dn (mm) | Neck length L2 (mm) | Overall length L1 (mm) | Shank diameter Ds (mm) | Number of blades | Fig |
| XC-08-A | 0.4 | 0.8 | 0.48 | 5 | 60 | 3 | 2 | 9 |
| XC-13-A | 0.65 | 1.3 | 0.78 | 8 | 60 | 3 | 2 | 9 |
| XC-18-A | 0.9 | 1.8 | 1.1 | 10 | 60 | 3 | 2 | 9 |
| XC-23-A | 1.15 | 2.3 | 1.4 | 12.5 | 70 | 3 | 2 | 9 |
| XC-28-A | 1.4 | 2.8 | 1.7 | 15 | 70 | 4 | 2 | 9 |
| XC-33-A | 1.65 | 3.3 | 2 | 17.5 | 70 | 4 | 2 | 9 |
| XC-38-A | 1.9 | 3.8 | 2.4 | 20 | 70 | 4 | 2 | 9 |
| XC-48-A | 2.4 | 4.8 | 3 | 25 | 70 | 6 | 2 | 9 |
| XC-58-A | 2.9 | 5.8 | 3.5 | 30 | 70 | 6 | 2 | 9 |
| XC-78-A | 3.9 | 7.8 | 4.7 | 40 | 100 | 8 | 3 | 9 |
| XC-98-A | 4.9 | 9.8 | 5.9 | 50 | 120 | 10 | 3 | 9 |
Straight type
| Product code | Cutter radius R (mm) | Cutter diameter Dc (mm) | Neck diameter dn (mm) | Overall length L1 (mm) | Shank diameter Ds (mm) | Number of blades | Fig |
| XC-18-B | 0.9 | 1.8 | 1.1 | 50 | 1.1 | 2 | 10 |
| XC-23-B | 1.15 | 2.3 | 1.4 | 60 | 1.4 | 2 | 10 |
| XC-28-B | 1.4 | 2.8 | 1.7 | 70 | 1.7 | 2 | 10 |
| XC-33-B | 1.65 | 3.3 | 2 | 80 | 2 | 2 | 10 |
| XC-38-B | 1.9 | 3.8 | 2.4 | 85 | 2.4 | 2 | 10 |
| XC-48-B | 2.4 | 4.8 | 3 | 105 | 3 | 2 | 10 |
| XC-58-B | 2.9 | 5.8 | 3.5 | 120 | 3.5 | 2 | 10 |
| XC-78-B | 3.9 | 7.8 | 4.7 | 150 | 4.7 | 3 | 10 |
| XC-98-B | 4.9 | 9.8 | 5.9 | 180 | 5.9 | 3 | 10 |
Uncoated
Applicable workpiece materials: Nonferrous metals, resin
Regular type
Regular type
| Product code | Cutter radius R (mm) | Cutter diameter ΦDc (mm) | Neck diameter Φdn (mm) | Neck length L2 (mm) | Overall length L1 (mm) | Shank diameter φDs (mm) | Number of blades | Fig |
| XC-08-A-N | 0.4 | 0.8 | 0.48 | 5 | 60 | 3 | 2 | 9 |
| XC-13-A-N | 0.65 | 1.3 | 0.78 | 8 | 60 | 3 | 2 | 9 |
| XC-18-A-N | 0.9 | 1.8 | 1.1 | 10 | 60 | 3 | 2 | 9 |
| XC-23-A-N | 1.15 | 2.3 | 1.4 | 12.5 | 70 | 3 | 2 | 9 |
| XC-28-A-N | 1.4 | 2.8 | 1.7 | 15 | 70 | 4 | 2 | 9 |
| XC-33-A-N | 1.65 | 3.3 | 2 | 17.5 | 70 | 4 | 2 | 9 |
| XC-38-A-N | 1.9 | 3.8 | 2.4 | 20 | 70 | 4 | 2 | 9 |
| XC-48-A-N | 2.4 | 4.8 | 3 | 25 | 70 | 6 | 2 | 9 |
| XC-58-A-N | 2.9 | 5.8 | 3.5 | 30 | 70 | 6 | 2 | 9 |
| XC-78-A-N | 3.9 | 7.8 | 4.7 | 40 | 100 | 8 | 3 | 9 |
| XC-98-A-N | 4.9 | 9.8 | 5.9 | 50 | 120 | 10 | 3 | 9 |
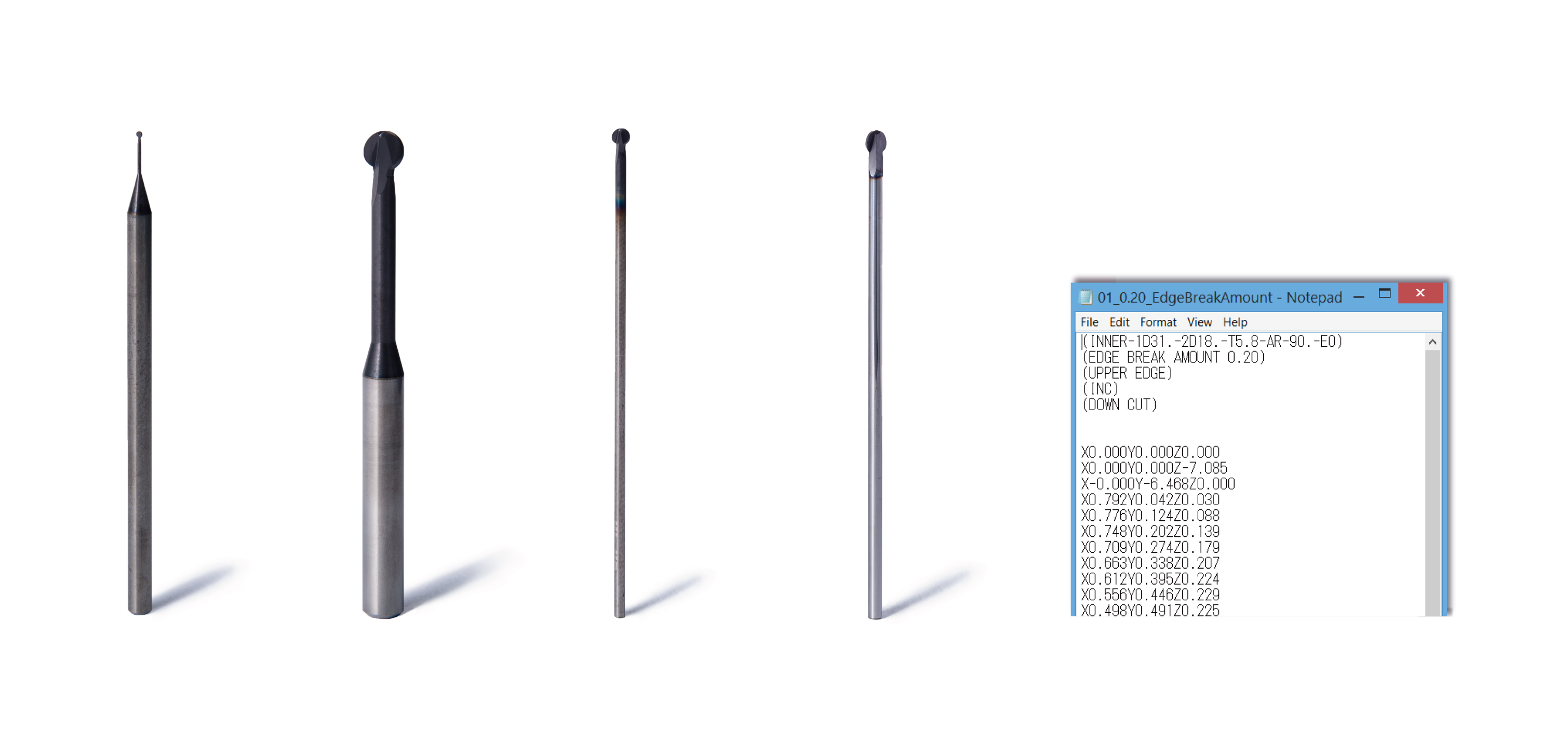
Edge break amount
XEBEC Tool Path includes a set of five tool paths corresponding to five different edge break lengths.
Select an edge break amount depending on processing accuracy such as hole diameter and position.
Select an edge break amount depending on processing accuracy such as hole diameter and position.
| Product code | Cutter dia. Dc (mm) | Edge break amount (mm) | Allowable cumulative error (mm) | ||||
| ① | ② | ③ | ④ | ⑤ | |||
| XC-08-〇〇 | φ0.8 | 0.02 | 0.04 | 0.06 | 0.8 | 0.1 | 0.03 |
| XC-13-〇〇 | φ1.3 | 0.04 | 0.06 | 0.08 | 0.1 | 0.12 | 0.05 |
| XC-18-〇〇 | φ1.8 | 0.07 | 0.09 | 0.11 | 0.13 | 0.15 | 0.08 |
| XC-23-〇〇 | φ2.3 | 0.07 | 0.09 | 0.11 | 0.13 | 0.15 | 0.09 |
| XC-28-〇〇 | φ2.8 | 0.08 | 0.11 | 0.14 | 0.17 | 0.2 | 0.1 |
| XC-33-〇〇 | φ3.3 | 0.08 | 0.11 | 0.14 | 0.17 | 0.2 | 0.11 |
| XC-38-〇〇 | φ3.8 | 0.09 | 0.13 | 0.17 | 0.21 | 0.25 | 0.12 |
| XC-48-〇〇 | φ4.8 | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | 0.15 |
| XC-58-〇〇 | φ5.8 | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | 0.18 |
| XC-78-〇〇 | φ7.8 | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | 0.18 |
| XC-98-〇〇 | φ9.8 | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | 0.18 |
Precaution for use
○ XEBEC Back Burr Cutter is designed for NC machines. Never use it as a hand tool.
Caution
○ Turning on advanced preview control of the machine tool helps to reduce errors in contouring the edges to be deburred.
○ The processing error of the hole position must be kept as small as possible.
○ The processing error of the hole position must be kept as small as possible.





